
سينوباور يستكشف كيفأنابيب مستطيلةتتصرف أثناء عمليات القطع والحفر واللحام في بيئات التصنيع الحديثة، حيث تؤثر الهندسة واستجابة المواد بشكل مباشر على الدقة والموثوقية الهيكلية في التطبيقات النهائية.
في ورش التصنيع، غالبًا ما يتم التعامل مع المقاطع المجوفة المستطيلة كعناصر هيكلية مباشرة، ولكن الواقع أكثر دقة. تمثل الأسطح المسطحة والزوايا الحادة وسلوك سمك الجدار المتغير تحديات فريدة عند مقارنتها بالملامح الدائرية. تتطلب كل مرحلة - القطع والحفر واللحام - تحكمًا دقيقًا في الضغط والحرارة والتشوه للحفاظ على دقة الأبعاد والاستقرار الوظيفي.
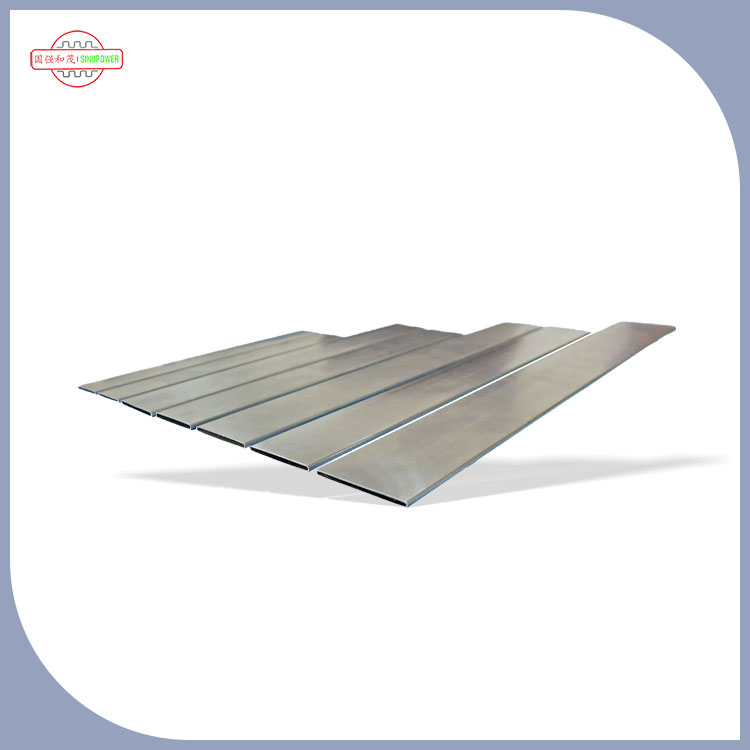
تُستخدم الأنابيب المستطيلة على نطاق واسع في الأنظمة التي تكون فيها كفاءة المساحة وتوزيع الأحمال أمرًا مهمًا. ومع ذلك، فإن هندستها تخلق نقاط تركيز إجهاد غير متساوية، خاصة عند الزوايا.
على عكس الأنابيب المستديرة، حيث تتوزع القوى بالتساوي على طول الانحناء، تركز المقاطع المستطيلة الضغط على طول الحواف. تصبح هذه الخاصية مهمة بشكل خاص أثناء عمليات التصنيع، حيث يمكن للقوة الميكانيكية والمدخلات الحرارية أن تغير السلامة الهيكلية إذا لم يتم التحكم فيها بشكل صحيح.
يقدم الشكل المستطيل ثلاثة تأثيرات هندسية رئيسية:
- تضخيم اجهادات الركن
- توزيع غير متساوي للحرارة أثناء اللحام
- تصلب يعتمد على الاتجاه
تؤثر هذه التأثيرات على كيفية تخطيط وتنفيذ كل خطوة تصنيع.
القطع هو الخطوة الأولى حيث تبدأ الأنابيب المستطيلة في إظهار السلوك المعتمد على الهندسة. سواء باستخدام المناشير الميكانيكية، أو أنظمة الكشط، أو طرق القطع الحرارية، فإن المادة تتفاعل بشكل مختلف على الأسطح المسطحة مقارنة بالزوايا.
في القطع الميكانيكي:
- الأسطح المسطحة تسمح باتصال ثابت للشفرة
- تميل الزوايا إلى توليد طفرات اهتزازية
- من المرجح أن تتشكل نتوءات عند مخارج الحواف
تعني صلابة المقاطع المستطيلة أن قوى القطع لا يتم امتصاصها بشكل متساوٍ، مما يتطلب معدلات تغذية يمكن التحكم فيها لتجنب التشوه.
عند استخدام الطرق الحرارية، يؤدي التسخين الموضعي إلى حدوث اختلافات في التمدد عبر جدار الأنبوب. نظرًا لأن الهندسة المستطيلة تحتوي على مسارات حرارية متعددة، فإن الحرارة تتبدد بشكل غير متساوٍ، مما يسبب أحيانًا تشوهًا طفيفًا إذا لم يكن التبريد متوازنًا.
يقدم الحفر أحد التفاعلات الأكثر إثارة للاهتمام بين قوة الأداة وهندسة المواد. الوجوه المسطحةأنابيب مستطيلةالسماح بدخول مستقر للأداة، ولكن يتغير توزيع الضغط الداخلي مع اختراق المثقاب.
أثناء الحفر:
- الاتصال الأولي مستقر بسبب دعم السطح المستوي
- الاختراق المتوسط يخلق مناطق تراكم الرقائق
- مرحلة الخروج غالبا ما تولد خطر التشوه
يعتبر جانب الخروج حساسًا بشكل خاص نظرًا لتقليل الدعم المادي، مما يؤدي إلى احتمال تكوين نتوءات أو شكل بيضاوي طفيف للثقوب.
ومع تقدم عملية الحفر، يتم إعادة توزيع الضغط على طول جدران الأنبوب. يمكن أن تمتص الزوايا الضغط أو تعكسه اعتمادًا على السُمك وتركيب المادة. وهذا يجعل اتساق الحفر يعتمد على كل من التحكم في التغذية واستراتيجية التبريد.
اللحام هو المكان الذي تظهر فيه الأنابيب المستطيلة استجابتها الجسدية الأكثر تعقيدًا. يؤدي الجمع بين مدخلات الحرارة والقيود الهندسية إلى التوسع الموضعي والانكماش وتكوين الإجهاد المتبقي.
على عكس المقاطع الدائرية التي تسمح بانتشار الحرارة بشكل أكثر سلاسة، تركز المقاطع المستطيلة الطاقة الحرارية على طول طبقات اللحام والزوايا. هذا يخلق:
- معدلات تبريد غير متساوية
- تشوه موضعي بالقرب من المفاصل
- تراكم الضغوط المتبقية على طول الحواف
عندما تبرد المنطقة الملحومة، تسحب قوى الانكماش بشكل غير متساو عبر الألواح المسطحة. يمكن أن يؤدي هذا إلى انحناء طفيف أو تشويه زاوي إذا لم تتم موازنته من خلال التسلسل المتحكم فيه.
| مرحلة العملية | التحدي الرئيسي | سلوك الأنبوب المستطيل | التحكم في التركيز |
| قطع | اهتزاز الحافة | تركيز الإجهاد في الزوايا | استقرار التغذية |
| حفر | الخروج من التشوه | الافراج عن التوتر غير المتكافئ | الدعم والتبريد |
| لحام | التشوه الحراري | تراكم الحرارة الزاوية | التوازن الحراري |
| مرحلة ما بعد المعالجة | تصحيح الأبعاد | استرخاء التوتر المتبقي | التحكم في المحاذاة |
تسلط هذه المقارنة الضوء على كيفية تقديم كل مرحلة لاستجابات ميكانيكية وحرارية مختلفة يجب إدارتها بشكل مستقل.
لا يعتمد سلوك الأنابيب المستطيلة على الشكل الهندسي فحسب، بل يعتمد أيضًا على المادة. يستجيب كل من الألومنيوم وسبائك النحاس والهياكل القائمة على الفولاذ بشكل مختلف للمدخلات الميكانيكية والحرارية.
التشكيلات القائمة على الألومنيوم:
- الموصلية الحرارية العالية
- تبديد أسرع للحرارة أثناء اللحام
- أكثر عرضة للتشوه الموضعي في حالة ارتفاع درجة الحرارة
الملامح القائمة على الصلب:
- صلابة هيكلية أعلى
- انتشار أبطأ للحرارة
- مقاومة أفضل للتشوه الناتج عن الحفر
يؤثر اختيار المواد على مدى قوة تنفيذ كل خطوة تصنيع دون المساس بالاستقرار الهيكلي.
تعد جودة السطح بعد القطع مؤشرًا حاسمًا للتحكم في التصنيع. تقدم الهندسة المستطيلة سلوكًا سطحيًا فريدًا:
- تحافظ الوجوه المسطحة على خطوط قطع أكثر سلاسة
- تظهر الزوايا في كثير من الأحيان شرائح دقيقة
- يميل تكوين النتوءات إلى التركيز عند حواف الخروج
يتطلب الحفاظ على جودة الحافة المتسقة موازنة دقة الأداة ومعدل التغذية والتحكم في الاهتزاز.
في التطبيقات عالية الدقة، غالبًا ما يتم استخدام التشطيب الثانوي لتثبيت هندسة الحافة قبل مراحل التصنيع اللاحقة.
أحد التحديات الرئيسية في تصنيع الأنابيب المستطيلة هو الحفاظ على محاذاة الفتحات عبر الأسطح المسطحة.
العوامل المؤثرة على الدقة:
- اختلاف سمك جدار الأنبوب
- أداة انحراف تحت الحمل
- تراكم الحرارة أثناء الحفر المستمر
يكون المحاذاة غير الصحيحة أكثر احتمالاً عندما يتم حفر ثقوب متعددة بالتسلسل دون السماح بالاسترداد الحراري للمادة.
تلعب استراتيجية اللحام دورًا حاسمًا في تقليل التشوه. ونظرًا لأن الهندسة المستطيلة تقيد مسارات التمدد الطبيعية، فيجب توزيع الحرارة بتسلسلات محكومة.
نهج الاستقرار المشترك:
- اتجاهات اللحام بالتناوب
- ممرات لحام قصيرة مجزأة
- فترات التبريد التي تسيطر عليها
تقلل هذه الطرق من تراكم الضغط المتبقي على طول الحواف الطويلة.
أثناء التصنيع، يمكن أن تواجه الأنابيب المستطيلة ثلاثة أنواع رئيسية من التشوه:
- تشوه زاوي عند الزوايا
- انحناء السطح المسطح بسبب الانكماش الحراري
- تطور الالتوائي من تسلسل اللحام غير المستوي
ويرتبط كل نوع بمرحلة مختلفة من التصنيع ويتطلب أساليب تصحيح مستهدفة.
إحدى الأفكار الأساسية في المعالجة الحديثة هي أن القطع والحفر واللحام ليست خطوات مستقلة. كل مرحلة تؤثر على المرحلة التالية.
على سبيل المثال:
- الإجهاد الجزئي الناجم عن القطع يمكن أن يؤدي إلى تضخيم انحراف الحفر
- يمكن أن يؤثر تراكم حرارة الحفر على ثبات اللحام
- تشويه اللحام يمكن أن يغير دقة الأبعاد النهائية
هذا السلوك المترابط يجعل تخطيط العملية أمرًا ضروريًا وليس اختياريًا.
من وجهة نظر هندسية، تتصرف الأنابيب المستطيلة مثل أنظمة الطاقة المقيدة أثناء التصنيع. تتفاعل القوة الميكانيكية والمدخلات الحرارية والهندسة الهيكلية بشكل مستمر.
بدلاً من معالجة كل عملية على حدة، تركز أساليب التصنيع الحديثة على:
- رسم خرائط الإجهاد عبر هيكل الأنبوب
- التنبؤ بتدفق الحرارة أثناء اللحام
- التحكم في الاهتزازات أثناء القطع والحفر
يساعد هذا العرض المتكامل على تقليل التشوه التراكمي عبر المراحل.
تُستخدم المقاطع الجانبية بشكل شائع في الأنظمة التي تتطلب دعمًا هيكليًا مدمجًا وتوزيعًا للأحمال الاتجاهية، مثل:
- جمعيات التبادل الحراري
- أنظمة التأطير الهيكلي
- قنوات السوائل المغلقة
- دعامات ميكانيكية معيارية
وفي هذه البيئات، تؤثر دقة التصنيع بشكل مباشر على استقرار النظام والأداء على المدى الطويل.
يخضع سلوك الأنابيب المستطيلة أثناء القطع والحفر واللحام للتفاعل بين الهندسة وخصائص المواد وطاقة العملية. تقدم كل مرحلة تحديات ميكانيكية وحرارية متميزة يجب إدارتها للحفاظ على السلامة الهيكلية واتساق الأبعاد.
وفي هذا الإطار،أنابيب نقل الحرارة Sinupower Changshu Ltd.يواصل فحص ديناميكيات التصنيعأنابيب مستطيلةكجزء من بحث أوسع نطاقًا في معالجة الأنابيب الدقيقة وتطوير مكونات نقل الحرارة.